Need Guidance on Calibrating E-Steps for New Extruder on Craftbot Plus
Quote from Kodi Kasalla on 2024-03-12, 16:21Hello everyone,
I recently upgraded my Craftbot Plus with a new extruder(Sherpa Micro Extruder), and I'm encountering some challenges with calibrating the E-Steps. I've read about the importance of this calibration process to ensure accurate filament extrusion, but I'm not entirely sure how to go about it, especially with the new extruder in place.
I found this Set machine mechanical properties but this is only in mm.
Could someone please provide some guidance or step-by-step instructions on how to calibrate the E-Steps for a new extruder ?
I appreciate any advice or insights you can offer. Thank you in advance for your help!
Hello everyone,
I recently upgraded my Craftbot Plus with a new extruder(Sherpa Micro Extruder), and I'm encountering some challenges with calibrating the E-Steps. I've read about the importance of this calibration process to ensure accurate filament extrusion, but I'm not entirely sure how to go about it, especially with the new extruder in place.
I found this Set machine mechanical properties but this is only in mm.
Could someone please provide some guidance or step-by-step instructions on how to calibrate the E-Steps for a new extruder ?
I appreciate any advice or insights you can offer. Thank you in advance for your help!
Quote from Ciprian Maior on 2024-03-23, 20:09Other than using a Gcode in your slicer to use new Esteps value before each print I am not aware of any other way to update firmware for a new value. Stock value is 185 I believe which underextrudes a bit. You need to figure out your extruder correct value and then use this Gcode in your start Gcode: M1205 Exxx where xxx is your new value. Everytime you turn off the printer it will reset to default value. Also you might want to lower your extruder current as it is too high for a small stepper. Use this in the terminal: M906 E R600 H300 R is the run current 600mAh and H is the hold current: 300 mAh. These values are stored in the ROM so you can set them once in the terminal, no need to put them in the start gcode.
Other than using a Gcode in your slicer to use new Esteps value before each print I am not aware of any other way to update firmware for a new value. Stock value is 185 I believe which underextrudes a bit. You need to figure out your extruder correct value and then use this Gcode in your start Gcode: M1205 Exxx where xxx is your new value. Everytime you turn off the printer it will reset to default value. Also you might want to lower your extruder current as it is too high for a small stepper. Use this in the terminal: M906 E R600 H300 R is the run current 600mAh and H is the hold current: 300 mAh. These values are stored in the ROM so you can set them once in the terminal, no need to put them in the start gcode.
Quote from Kodi Kasalla on 2024-03-30, 15:18M1205 isn't working for me with the newest version.Terminal just answers with "OK" no change if I put in 10 or 9999.I managed it with the M5001 command, I just had to convert the diameter of the original extruder and calculate the gear ratio of the new extruder.
G1: Linear move: E F S X Y Z
G0: Linear move: E F S X Y Z
G4: Dwell: P S
G20: Set units to inches.
G21: Set units to millimeters.
G28: Move to origin: X Y Z
G69: Random XY Killer: L Q S U V X Y
G90: Set to absolute positioning.
G91: Set to relative positioning.
G92: Set position: E X Y Z
G101: Relative linear move: E F X Y Z
G197: Pause.
M18: Disable stepper motors.
M82: Set extruder to absolute mode.
M83: Set extruder to relative mode.
M84: Stop idle hold.
M105: Get extruder temperature: P T
M106: Turn cooling fan on: S
M104: Set extruder temperature: H L S T
M109: Set and wait head temperature: S T
M1400: Start heating and waiting: B E H P Q T
M107: Turn cooling fan off.
M110: Print Start or Stop: S
M114: Get current position.
M115: Get firmware version.
M140: Set bed temperature: H L S
M190: Set and wait bed temperature: S
M220: Set speed override percent: S
M221: Set extrusion override percent: S
M300: Play beep sound: P S
M900: Linear advance beta version: A D K
M906: Set motor currents: E H R X Z
M907: Set decay mode: A B E Z
M73: M73 progressbar refresh: P S
M1001: Get Printer Version.
M1002: Get unique ID: S
M1003: Get firmware version: S
M1004: Get HMI version.
M1005: Get HMI board version: S
M1006: Set limits s=1 Case / S=2 Head: H L S
M1014: Get ADC values: S
M1015: Get PWM duty.
M1114: Get machine coordinates.
M1115: Get queue.
M1123: Set T7 pin high or low: S
M1160: Fan control (Case,Head,Obj): C H O
M1200: Set feed properties: F H L
M1201: Set axis ratio: E X Y Z
M1202: Set axis soft limit: E X Y Z
M1203: Set XY acceleration: A D F
M1204: Set Z acceleration: A D F
M1210: Set extruder correction: F K
M1300: Set extruder PID: D F I P W
M1301: Set bed PID: D F I P W
M5000: Set jog feed: X Z
M5001: Set mechanical parameters: E X Z
M7001: Set WIFI SSID/Pass.
M7005: Set e-mail address.
M7008: Overwrite Wi-Fi SSID.
M9090: Set parser limits: S X Y Z
I managed it with the M5001 command, I just had to convert the diameter of the original extruder and calculate the gear ratio of the new extruder.
G1: Linear move: E F S X Y Z
G0: Linear move: E F S X Y Z
G4: Dwell: P S
G20: Set units to inches.
G21: Set units to millimeters.
G28: Move to origin: X Y Z
G69: Random XY Killer: L Q S U V X Y
G90: Set to absolute positioning.
G91: Set to relative positioning.
G92: Set position: E X Y Z
G101: Relative linear move: E F X Y Z
G197: Pause.
M18: Disable stepper motors.
M82: Set extruder to absolute mode.
M83: Set extruder to relative mode.
M84: Stop idle hold.
M105: Get extruder temperature: P T
M106: Turn cooling fan on: S
M104: Set extruder temperature: H L S T
M109: Set and wait head temperature: S T
M1400: Start heating and waiting: B E H P Q T
M107: Turn cooling fan off.
M110: Print Start or Stop: S
M114: Get current position.
M115: Get firmware version.
M140: Set bed temperature: H L S
M190: Set and wait bed temperature: S
M220: Set speed override percent: S
M221: Set extrusion override percent: S
M300: Play beep sound: P S
M900: Linear advance beta version: A D K
M906: Set motor currents: E H R X Z
M907: Set decay mode: A B E Z
M73: M73 progressbar refresh: P S
M1001: Get Printer Version.
M1002: Get unique ID: S
M1003: Get firmware version: S
M1004: Get HMI version.
M1005: Get HMI board version: S
M1006: Set limits s=1 Case / S=2 Head: H L S
M1014: Get ADC values: S
M1015: Get PWM duty.
M1114: Get machine coordinates.
M1115: Get queue.
M1123: Set T7 pin high or low: S
M1160: Fan control (Case,Head,Obj): C H O
M1200: Set feed properties: F H L
M1201: Set axis ratio: E X Y Z
M1202: Set axis soft limit: E X Y Z
M1203: Set XY acceleration: A D F
M1204: Set Z acceleration: A D F
M1210: Set extruder correction: F K
M1300: Set extruder PID: D F I P W
M1301: Set bed PID: D F I P W
M5000: Set jog feed: X Z
M5001: Set mechanical parameters: E X Z
M7001: Set WIFI SSID/Pass.
M7005: Set e-mail address.
M7008: Overwrite Wi-Fi SSID.
M9090: Set parser limits: S X Y Z
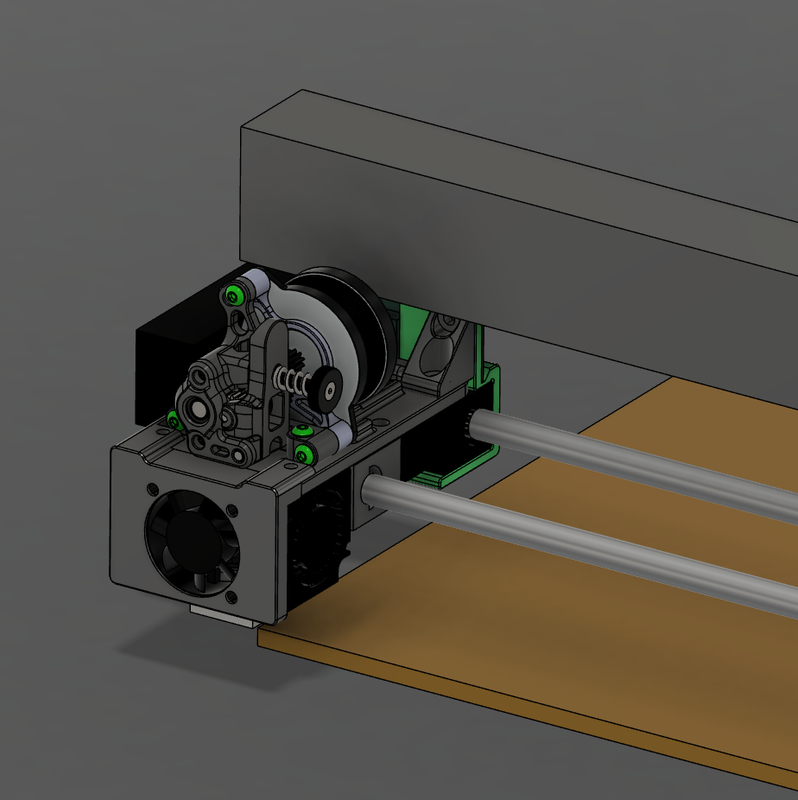
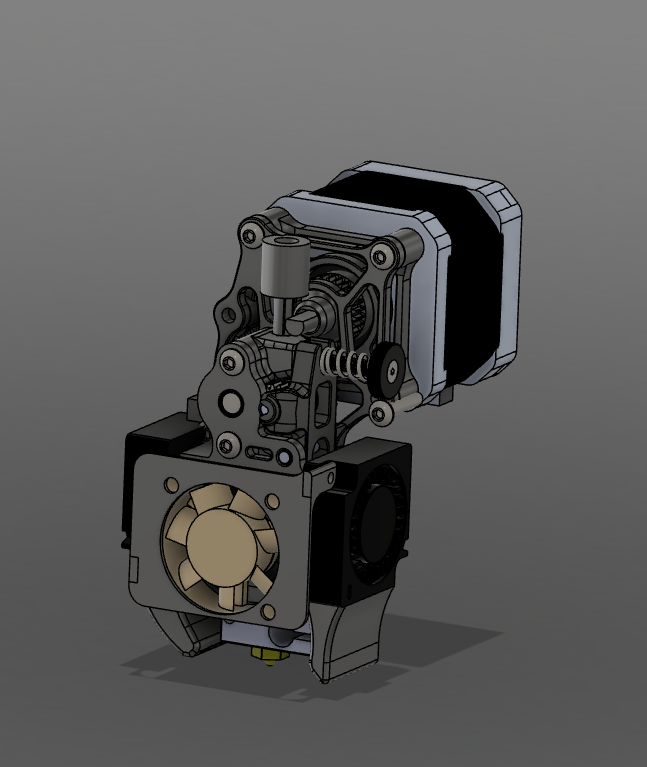
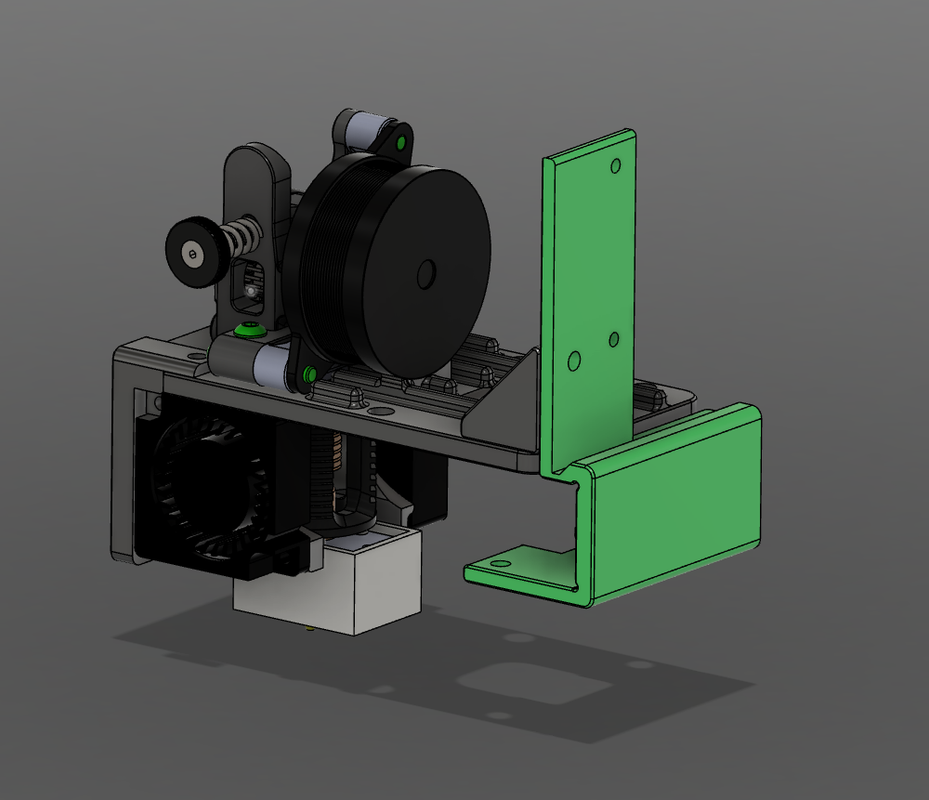
Quote from Kodi Kasalla on 2024-03-31, 11:36My settings when connecting to Printer.
M906 E R400 H200 ; Extruder Motor Ampere
M5001 X9.01 E1.5 Z2.0 ; Extruder Motor Steps
M1210 K0.445 F1200 ;Pressure Advanced PLASherpa Micro Extruder + Dragon Hotend + CHT Nozzle + OrcaSlicer
Still have to model the fan duct.
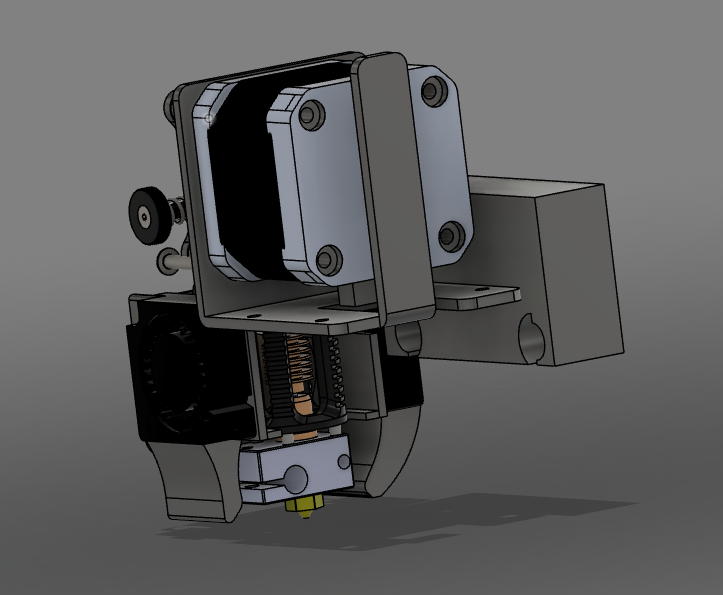
This was in 2020 with Original Nema 17 Motor etc.
My settings when connecting to Printer.
M906 E R400 H200 ; Extruder Motor Ampere
M5001 X9.01 E1.5 Z2.0 ; Extruder Motor Steps
M1210 K0.445 F1200 ;Pressure Advanced PLA
Sherpa Micro Extruder + Dragon Hotend + CHT Nozzle + OrcaSlicer
Still have to model the fan duct.
This was in 2020 with Original Nema 17 Motor etc.
Quote from Jeffree Star on 2025-06-12, 12:19Quote from that's not my neighbor on 2024-03-23, 20:09Other than using a Gcode in your slicer to use new Esteps value before each print I am not aware of any other way to update firmware for a new value. Stock value is 185 I believe which underextrudes a bit. You need to figure out your extruder correct value and then use this Gcode in your start Gcode: M1205 Exxx where xxx is your new value. Everytime you turn off the printer it will reset to default value. Also you might want to lower your extruder current as it is too high for a small stepper. Use this in the terminal: M906 E R600 H300 R is the run current 600mAh and H is the hold current: 300 mAh. These values are stored in the ROM so you can set them once in the terminal, no need to put them in the start gcode.
That's a fantastic upgrade for your Craftbot Plus! The Sherpa Micro Extruder is a great choice, known for its light weight and precision, which can significantly improve print quality, especially for flexible filaments.
Quote from that's not my neighbor on 2024-03-23, 20:09Other than using a Gcode in your slicer to use new Esteps value before each print I am not aware of any other way to update firmware for a new value. Stock value is 185 I believe which underextrudes a bit. You need to figure out your extruder correct value and then use this Gcode in your start Gcode: M1205 Exxx where xxx is your new value. Everytime you turn off the printer it will reset to default value. Also you might want to lower your extruder current as it is too high for a small stepper. Use this in the terminal: M906 E R600 H300 R is the run current 600mAh and H is the hold current: 300 mAh. These values are stored in the ROM so you can set them once in the terminal, no need to put them in the start gcode.
That's a fantastic upgrade for your Craftbot Plus! The Sherpa Micro Extruder is a great choice, known for its light weight and precision, which can significantly improve print quality, especially for flexible filaments.
Quote from silverfish silverfish on 2025-08-09, 05:21Quote from Incredibox on 2024-03-12, 16:21Hello everyone,
I recently upgraded my Craftbot Plus with a new extruder(Sherpa Micro Extruder), and I'm encountering some challenges with calibrating the E-Steps. I've read about the importance of this calibration process to ensure accurate filament extrusion, but I'm not entirely sure how to go about it, especially with the new extruder in place.
I found this Set machine mechanical properties but this is only in mm.
Could someone please provide some guidance or step-by-step instructions on how to calibrate the E-Steps for a new extruder ?
I appreciate any advice or insights you can offer. Thank you in advance for your help!
Thanks for sharing your experience with the Sherpa Micro on the Craftbot Plus — I’m curious, when you did your E-Steps calibration, did you also need to adjust acceleration or jerk settings? I’ve heard that with high-torque extruders, fine-tuning these can improve print consistency even more.
Quote from Incredibox on 2024-03-12, 16:21Hello everyone,
I recently upgraded my Craftbot Plus with a new extruder(Sherpa Micro Extruder), and I'm encountering some challenges with calibrating the E-Steps. I've read about the importance of this calibration process to ensure accurate filament extrusion, but I'm not entirely sure how to go about it, especially with the new extruder in place.
I found this Set machine mechanical properties but this is only in mm.
Could someone please provide some guidance or step-by-step instructions on how to calibrate the E-Steps for a new extruder ?
I appreciate any advice or insights you can offer. Thank you in advance for your help!
Thanks for sharing your experience with the Sherpa Micro on the Craftbot Plus — I’m curious, when you did your E-Steps calibration, did you also need to adjust acceleration or jerk settings? I’ve heard that with high-torque extruders, fine-tuning these can improve print consistency even more.